



Задача стабильного повышения качества продукции стоит на повестке дня постоянно. Упаковка в этом смысле — не исключение. В современной полиграфии заказчики требуют практически 100% отсутствия бракованных экземпляров упаковки в тираже, каким бы большим он не был. Добиться этого привычными способами практически невозможно. Визуальный контроль всего тиража с отбраковкой не дает полной гарантии от отсутствия брака, и к тому же сильно снижает общую производительность. Единственный вариант — полная автоматизация контроля качества на всех видах оборудования.
В современном машиностроении и в производстве сложных товаров народного потребления наблюдается интересная тенденция. Возможности, которые раньше были присущи только премиальному классу, появляются и на более простых устройствах. Если когда-то навигационная система или адаптивный круиз-контроль использовались только на флагманских автомобилях, то сейчас это норма даже для младших моделей. Аналогичная ситуация с другими гаджетами, бытовой техникой, компьютерами и т.д.
В определенной мере эта тенденция есть и в производстве полиграфического оборудования. Многие функции автоматизации, которые раньше были доступны только старшим моделям, появляются и на младших: как в качестве стандартных, так и дополнительных опций. И это, без сомнения, хорошо. Конечно, далеко не все возможности производители готовы включать «по умолчанию». Но интересные примеры можно привести, в частности, в области контроля качества. Качество полиграфического исполнения волнует всех заказчиков печатной продукции. И важнейшая задача типографий — обеспечить его на высоком уровне. Причем, несмотря на определенные сложности на российском полиграфическом рынке, связанные с санкциями и перестройкой логистических путей, требования к качеству заказчики снижать не готовы. Более того, они только повышаются. При этом вопрос, что считать качественным изделием, а что нет — непростой. Если для одного человека один результат удовлетворительный, то другой может считать его недопустимым. Нужны однозначные критерии, по которым можно было бы принимать решение: что хорошо, а что не очень. Такие критерии есть, и они постоянно развиваются и совершенствуются. Часть их описывают различные отраслевые стандарты типа ISO 12647 по офсетной печати (есть и аналогичный отечественный ГОСТ). Другие критерии могут быть легко измерены. Например, величина неприводки цветов изображения или неприводка вырубки по сюжету имеют вполне четкие границы. И она измеряема и стандартизирована. Если неприводка меньше оговоренной величины, то продукция качественная, если больше — брак. Однако немало критериев, которые просто так не нормируются, но на итоговый результат они сильно влияют. К примеру, памятные цвета, размер и форма растровой розетки, различные муар-эффекты. Где граница допустимых отклонений телесных тонов? Насколько допустим сюжетный муар на данном изображении? Эти вопросы, к сожалению, количественно не измерить и оценивать приходится нравится/не нравится.
В определенной мере эта тенденция есть и в производстве полиграфического оборудования. Многие функции автоматизации, которые раньше были доступны только старшим моделям, появляются и на младших: как в качестве стандартных, так и дополнительных опций. И это, без сомнения, хорошо. Конечно, далеко не все возможности производители готовы включать «по умолчанию». Но интересные примеры можно привести, в частности, в области контроля качества. Качество полиграфического исполнения волнует всех заказчиков печатной продукции. И важнейшая задача типографий — обеспечить его на высоком уровне. Причем, несмотря на определенные сложности на российском полиграфическом рынке, связанные с санкциями и перестройкой логистических путей, требования к качеству заказчики снижать не готовы. Более того, они только повышаются. При этом вопрос, что считать качественным изделием, а что нет — непростой. Если для одного человека один результат удовлетворительный, то другой может считать его недопустимым. Нужны однозначные критерии, по которым можно было бы принимать решение: что хорошо, а что не очень. Такие критерии есть, и они постоянно развиваются и совершенствуются. Часть их описывают различные отраслевые стандарты типа ISO 12647 по офсетной печати (есть и аналогичный отечественный ГОСТ). Другие критерии могут быть легко измерены. Например, величина неприводки цветов изображения или неприводка вырубки по сюжету имеют вполне четкие границы. И она измеряема и стандартизирована. Если неприводка меньше оговоренной величины, то продукция качественная, если больше — брак. Однако немало критериев, которые просто так не нормируются, но на итоговый результат они сильно влияют. К примеру, памятные цвета, размер и форма растровой розетки, различные муар-эффекты. Где граница допустимых отклонений телесных тонов? Насколько допустим сюжетный муар на данном изображении? Эти вопросы, к сожалению, количественно не измерить и оценивать приходится нравится/не нравится.

Более того, качество продукции может меняться в процессе печати тиража. Можно идеально настроить процесс печати во время приладки, но по мере печати тиража качество может снижаться. Может «уйти» и приводка, и баланс цветов, могут возникнуть разовые дефекты, например, запечатываемого материала, также в готовый тираж могут попасть приладочные листы. Разовые дефекты способны создать специфические проблемы, а именно, нечитаемость штрих-кодов, искажение текстовой информации, пропадание отдельных элементов изображения или возникновение новых. Но случайность возникновения таких дефектов на отдельных листах практически не дает возможности получить полную информацию об их наличии или отсутствии в тираже.
А современные требования заказчиков к типографиям, особенно к упаковочным, все больше сводятся к тому, чтобы в тираже вообще не было дефектных экземпляров. Известно немало случаев, когда единственный дефектный экземпляр печатного изделия попадет именно к тому, к кому он ни в коем случае попасть не должен. Это критично становится и для различных видов фармацевтической упаковки или упаковки бытовой химии. Были примеры, когда одна неудачно «севшая» марашка искажала величину дозировки фармацевтического препарата, что могло привести к серьезным последствиям.
Разумеется, фармацевтические и другие товаропроизводители не хотят иметь проблем со своими клиентами из-за ошибок на упаковке и даже не хотят иметь рекламации типа «цвет краски для волос на коробке отличается от того, что получилось». Если учитывать разнооттеночность в тираже, то цвет краски для волос на упаковке вообще будет отличаться от нужного на каждом экземпляре. В каких-то пределах это отклонение можно считать допустимым, а в каких-то — уже нет. И в этой связи они требуют от типографии гарантий, что упаковка товара полностью соответствует оговоренным требованиям и в ней полностью отсутствуют как откровенно бракованные экземпляры, так и «спорные», по которым один специалист скажет, что это «брак», другой — что это нет. По целому ряду моментов нужны однозначные критерии, которые не меняются во времени, не зависят от усталости или недобросовестности сотрудников и т.д. Такие возможности могут дать только системы автоматического контроля качества.
А современные требования заказчиков к типографиям, особенно к упаковочным, все больше сводятся к тому, чтобы в тираже вообще не было дефектных экземпляров. Известно немало случаев, когда единственный дефектный экземпляр печатного изделия попадет именно к тому, к кому он ни в коем случае попасть не должен. Это критично становится и для различных видов фармацевтической упаковки или упаковки бытовой химии. Были примеры, когда одна неудачно «севшая» марашка искажала величину дозировки фармацевтического препарата, что могло привести к серьезным последствиям.
Разумеется, фармацевтические и другие товаропроизводители не хотят иметь проблем со своими клиентами из-за ошибок на упаковке и даже не хотят иметь рекламации типа «цвет краски для волос на коробке отличается от того, что получилось». Если учитывать разнооттеночность в тираже, то цвет краски для волос на упаковке вообще будет отличаться от нужного на каждом экземпляре. В каких-то пределах это отклонение можно считать допустимым, а в каких-то — уже нет. И в этой связи они требуют от типографии гарантий, что упаковка товара полностью соответствует оговоренным требованиям и в ней полностью отсутствуют как откровенно бракованные экземпляры, так и «спорные», по которым один специалист скажет, что это «брак», другой — что это нет. По целому ряду моментов нужны однозначные критерии, которые не меняются во времени, не зависят от усталости или недобросовестности сотрудников и т.д. Такие возможности могут дать только системы автоматического контроля качества.

Поиск дефектов
В настоящее время в большинстве типографий контроль качества возложен на персонал. Причем это может быть как основной рабочий персонал (печатники, операторы прессов или фальцевально-склеивающих линий), так и специальный персонал, задачи которого как раз в контроле качества продукции. Во многих упаковочных типографиях (да и в коммерческих тоже) есть специальные люди (даже бригады), задача которых — тотальный контроль всего, что было напечатано с целью поиска дефектных листов или заготовок. Этот процесс полностью ручной, в качестве контролирующего инструмента используется человеческий глаз. Конечно, опытный сотрудник сразу увидит все возможные дефекты в готовой продукции: и разнооттеночность, и разовые дефекты, и приладочные листы, и механические повреждения, и многое другое. Дефектные листы или заготовки, которые перебирают опытные специалисты, как правило, извлекаются из тиража с точностью до 95–99% (в зависимости от квалификации и старательности).
Но человеческий фактор — есть человеческий фактор. Чем более надежный процент отбраковки требуется, тем больше затрачивается на это время. Чем меньше дефект, который нужно отследить, тем сложнее это сделать визуально при осмотре листов или заготовок. Причем многие дефекты невозможно разглядеть при беглом осмотре листов, а изучать каждый лист при помощи лупы абсолютно нереально. Критерий оценки каждый специалист-сортировщик в конечном итоге устанавливает сам. Особенно по тем критериям, которые сложно оценивать количественно. Кто-то данное отклонение по цвету посчитает допустимым, а кто-то — нет. В результате могут быть отбракованы годные экземпляры и, наоборот, пропущены дефектные. Человеку, даже самому квалифицированному, свойственно уставать, он может нехорошо себя чувствовать, отвлекаться или просто лениться и халтурить. В общем, ручная переборка тиража с целью обеспечить стабильность качества готовой продукции и исключение дефектных изделий из тиража работает крайне ненадежно. Это, конечно, лучше, чем ничего, но надеяться на то, что это обеспечит высокое качество всего тиража, не стоит.
Выходом могут быть только специализированные системы контроля качества, которые в автоматическом режиме проверяют каждый экземпляр печатной продукции и по каждому экземпляру система принимает решение «годен/негоден» и в случае, если принимается решение «негоден», изделие автоматически удаляется из готового тиража. Наиболее важным в последнее время стал контроль качества упаковочной продукции. Качество готовой продукции в коммерческой полиграфии важно, но оно не столь критично, как в упаковке. Некоторые дефекты на упаковке или этикетке могут реально представлять определенную опасность для потребителя продукта или существенно снизить уровень доверия покупателя к торговой марке (что плохо с экономической точки зрения).
В настоящее время в большинстве типографий контроль качества возложен на персонал. Причем это может быть как основной рабочий персонал (печатники, операторы прессов или фальцевально-склеивающих линий), так и специальный персонал, задачи которого как раз в контроле качества продукции. Во многих упаковочных типографиях (да и в коммерческих тоже) есть специальные люди (даже бригады), задача которых — тотальный контроль всего, что было напечатано с целью поиска дефектных листов или заготовок. Этот процесс полностью ручной, в качестве контролирующего инструмента используется человеческий глаз. Конечно, опытный сотрудник сразу увидит все возможные дефекты в готовой продукции: и разнооттеночность, и разовые дефекты, и приладочные листы, и механические повреждения, и многое другое. Дефектные листы или заготовки, которые перебирают опытные специалисты, как правило, извлекаются из тиража с точностью до 95–99% (в зависимости от квалификации и старательности).
Но человеческий фактор — есть человеческий фактор. Чем более надежный процент отбраковки требуется, тем больше затрачивается на это время. Чем меньше дефект, который нужно отследить, тем сложнее это сделать визуально при осмотре листов или заготовок. Причем многие дефекты невозможно разглядеть при беглом осмотре листов, а изучать каждый лист при помощи лупы абсолютно нереально. Критерий оценки каждый специалист-сортировщик в конечном итоге устанавливает сам. Особенно по тем критериям, которые сложно оценивать количественно. Кто-то данное отклонение по цвету посчитает допустимым, а кто-то — нет. В результате могут быть отбракованы годные экземпляры и, наоборот, пропущены дефектные. Человеку, даже самому квалифицированному, свойственно уставать, он может нехорошо себя чувствовать, отвлекаться или просто лениться и халтурить. В общем, ручная переборка тиража с целью обеспечить стабильность качества готовой продукции и исключение дефектных изделий из тиража работает крайне ненадежно. Это, конечно, лучше, чем ничего, но надеяться на то, что это обеспечит высокое качество всего тиража, не стоит.
Выходом могут быть только специализированные системы контроля качества, которые в автоматическом режиме проверяют каждый экземпляр печатной продукции и по каждому экземпляру система принимает решение «годен/негоден» и в случае, если принимается решение «негоден», изделие автоматически удаляется из готового тиража. Наиболее важным в последнее время стал контроль качества упаковочной продукции. Качество готовой продукции в коммерческой полиграфии важно, но оно не столь критично, как в упаковке. Некоторые дефекты на упаковке или этикетке могут реально представлять определенную опасность для потребителя продукта или существенно снизить уровень доверия покупателя к торговой марке (что плохо с экономической точки зрения).
Два подхода
Надо сказать, что системы автоматического контроля качества заготовок будущих картонных коробок на рынке существуют уже лет 10-15. Ранее их выпускали только известные мировые компании, сейчас производят и крупные производители из Китая. Причем сначала контроль был достаточно поверхностным, и многие дефекты отследить было сложно или невозможно. Раньше были трудности с прозрачными и металлизированными материалами, конгревом, фольгой, голограммами и т.д., сейчас же по мере развития систем контроля качество отбраковки постоянно растет. На практике существует два разных подхода к оценке качества заготовок. Первый подразумевает контроль в процессе фальцовки-склейки. Тогда соответствующий анализирующий модуль устанавливается прямо на фальцевально-склеивающую линию, имеющую узел отбраковки. Второй подход предполагает использование отдельной единицы оборудования, «пропускающей» через себя заготовки коробок и отбраковывающую дефектные заготовки.
Какой подход лучше или «правильнее», сказать сложно. Анализ на фальцесклейке позволяет контролировать всю продукцию, которая проходит через эту машину, что в целом повышает качество изделий, выпускаемых типографией. Но на практике такой сквозной контроль всех заказов не всегда нужен. Есть простые некритичные заказы, более того, настройка системы контроля на новый заказ займет дополнительное время, да и в процессе контроля может быть отбраковано много изделий, которые для данного тиража можно считать годными. Также онлайн контроль качества на фальцесклейке может снижать скорость ее работы, что тоже не желательно. Поэтому ряд типографий предпочитают иметь у себя отдельно стоящую линию сквозного контроля заготовок, пропуская через нее только те заказы, которые требуют повышенного внимания.
Системы, автоматически контролирующие качество заготовок, выпускаются рядом ведущих мировых производителей фальцевально-склеивающего оборудования. Также подобные системы производят и сторонние компании. Их можно встроить в имеющуюся фальцевально-склеивающую линию. Это так называемые «подкатные» системы контроля. Это позволяет дополнить существующую фальцевально-склеивающую линию функцией автоматического контроля. Все три подхода находят применение в современной полиграфии. Но на практике подобные возможности оказываются достаточно дорогостоящими и предлагаются преимущественно для старших моделей фальцевально-склеивающих линий.
В начале статьи мы упоминали, что многие «премиальные» функции дорогих единиц оборудования постепенно переходят и к более доступным моделям. Именно так и поступила китайская компания Masterwork, добавив систему автоматического контроля качества заготовок в свою фальцеально-склеивающую линию Diana Easy Plus. У компании Masterwork есть высокопроизводительные флагманские фальцевально-склеивающие линии, например, модульная сервоприводная Diana Smart. Есть и младшие модели, а именно, Diana Go. Линия Diana Easy Plus среднего уровня, не использующая сервоприводы в конструкции, но при этом достаточно производительная, с развитыми возможностями и в связи с этим популярная.
Надо сказать, что системы автоматического контроля качества заготовок будущих картонных коробок на рынке существуют уже лет 10-15. Ранее их выпускали только известные мировые компании, сейчас производят и крупные производители из Китая. Причем сначала контроль был достаточно поверхностным, и многие дефекты отследить было сложно или невозможно. Раньше были трудности с прозрачными и металлизированными материалами, конгревом, фольгой, голограммами и т.д., сейчас же по мере развития систем контроля качество отбраковки постоянно растет. На практике существует два разных подхода к оценке качества заготовок. Первый подразумевает контроль в процессе фальцовки-склейки. Тогда соответствующий анализирующий модуль устанавливается прямо на фальцевально-склеивающую линию, имеющую узел отбраковки. Второй подход предполагает использование отдельной единицы оборудования, «пропускающей» через себя заготовки коробок и отбраковывающую дефектные заготовки.
Какой подход лучше или «правильнее», сказать сложно. Анализ на фальцесклейке позволяет контролировать всю продукцию, которая проходит через эту машину, что в целом повышает качество изделий, выпускаемых типографией. Но на практике такой сквозной контроль всех заказов не всегда нужен. Есть простые некритичные заказы, более того, настройка системы контроля на новый заказ займет дополнительное время, да и в процессе контроля может быть отбраковано много изделий, которые для данного тиража можно считать годными. Также онлайн контроль качества на фальцесклейке может снижать скорость ее работы, что тоже не желательно. Поэтому ряд типографий предпочитают иметь у себя отдельно стоящую линию сквозного контроля заготовок, пропуская через нее только те заказы, которые требуют повышенного внимания.
Системы, автоматически контролирующие качество заготовок, выпускаются рядом ведущих мировых производителей фальцевально-склеивающего оборудования. Также подобные системы производят и сторонние компании. Их можно встроить в имеющуюся фальцевально-склеивающую линию. Это так называемые «подкатные» системы контроля. Это позволяет дополнить существующую фальцевально-склеивающую линию функцией автоматического контроля. Все три подхода находят применение в современной полиграфии. Но на практике подобные возможности оказываются достаточно дорогостоящими и предлагаются преимущественно для старших моделей фальцевально-склеивающих линий.
В начале статьи мы упоминали, что многие «премиальные» функции дорогих единиц оборудования постепенно переходят и к более доступным моделям. Именно так и поступила китайская компания Masterwork, добавив систему автоматического контроля качества заготовок в свою фальцеально-склеивающую линию Diana Easy Plus. У компании Masterwork есть высокопроизводительные флагманские фальцевально-склеивающие линии, например, модульная сервоприводная Diana Smart. Есть и младшие модели, а именно, Diana Go. Линия Diana Easy Plus среднего уровня, не использующая сервоприводы в конструкции, но при этом достаточно производительная, с развитыми возможностями и в связи с этим популярная.
У компании Masterwork есть также отдельностоящие высокоинтеллектуальные линии для контроля качества заготовок картонных коробок Diana Eye. В этой системе применена самая современная система контроля, отслеживающая все виды отделки, включая лакирование, фольгу, конгрев и т.д. Использование такой линии очень полезно при производстве сложной премиальной упаковки с большим количеством элементов отделки. Использовать ее для простого контроля может быть финансово неэффективно.
При этом в большом количестве типографий производится относительно простая упаковка, не имеющая сложной отделки и требования к качеству которой не столь высоки. Но, несмотря на не очень высокие требования к качеству, сквозной контроль все же нужен. Тому есть несколько причин:
В общем, задач контроля качества может быть много, даже если не учитывать сложные виды анализа качества, для которых предназначены машины типа Diana Eye и другие подобные. Причем сложные виды контроля обычно делаются только при печати дорогой премиальной упаковки, а контроль указанных выше дефектов нужен для всех тиражей. В этой связи компания Masterwork решила встроить отдельную систему видеоконтроля качества изображения непосредственно в фальцевально-склеивающую линию. Система видеоконтроля получила название Diana Inspector.
При этом в большом количестве типографий производится относительно простая упаковка, не имеющая сложной отделки и требования к качеству которой не столь высоки. Но, несмотря на не очень высокие требования к качеству, сквозной контроль все же нужен. Тому есть несколько причин:
- Убрать из тиража откровенный брак печати, в первую очередь приладочные листы, которые время от времени попадают на высечку (полученные заготовки могут попасть и на фальцесклейку).
- Убрать откровенный брак высечки, например, непопадание высечки по отпечатанному сюжету.
- Отбраковать заготовки, не прошедшие полный цикл производства, например, с отсутствующими или откровенно дефектными видами отделки (фольга, конгрев).
- Убрать пересортицу. Часто типографии производят одинаковые по конструкции и размеру коробки, но с разными дизайнами, которые для печати располагаются на одном листе. После высечки полученные стопы заготовок должны разбирать операторы фальцевально-склеивающих линий. Кроме того, они же обязаны следить за тем, чтобы дизайны не перемешивались в тираже. Зачастую заготовки подаются на фальцесклейку лицевой стороной вниз, отследить, что подается нужный дизайн, не так легко, особенно на скорости. И «человеческий фактор» может привести к тому, что будет подан другой сюжет. Система автоматического контроля такую пересортицу не пропустит.
- Аналогичная ситуация с разными языковыми версиями упаковки, которые тоже не должны смешаться в одном тираже. Система контроля должна это отследить.
- Зафиксировать сильные отклонения в цветопередаче. В процессе печати на современных печатных машинах последние листы в тираже используются для снятия красочного профиля с машины. Подача краски прекращается, а съем еще идет. И таких листов бывает несколько десятков. Они не должны попадать в готовый тираж, но частенько типографии печатают несколько разных тиражей в одну общую стопу (при малых общих тиражах), и тогда листы, используемые для съема красочного профиля, попадают внутрь стопы и могут оказаться в итоге на высечке.
В общем, задач контроля качества может быть много, даже если не учитывать сложные виды анализа качества, для которых предназначены машины типа Diana Eye и другие подобные. Причем сложные виды контроля обычно делаются только при печати дорогой премиальной упаковки, а контроль указанных выше дефектов нужен для всех тиражей. В этой связи компания Masterwork решила встроить отдельную систему видеоконтроля качества изображения непосредственно в фальцевально-склеивающую линию. Система видеоконтроля получила название Diana Inspector.
Возможности Diana Inspector
Система Diana Inspector позволяет проконтролировать все указанные выше проблемы, плюс целый ряд других, количественных параметров качества:
Следует также отметить, что Diana Inspector достаточно компактная, не занимает много места и обладает простым и понятным программным обеспечением. В результате она способна оказаться неплохим приобретением для типографий, которым нужна уверенность в обеспечении качества картонной упаковки для своих заказчиков. А таких типографий, как нам кажется, большинство.
Система Diana Inspector позволяет проконтролировать все указанные выше проблемы, плюс целый ряд других, количественных параметров качества:
- Она представляет собой встроенную «в линию» с фальцевально-склеивающей машиной Diana Easy Plus инспекционную систему контроля, работающую по всей площади печатного изображения. Машина выпускается в трех форматах с рабочей шириной 65, 85 и 115 см. Соответственно, Diana Inspector тоже бывает трех разных размеров.
- Примененная в инспекционном модуле технология вакуумных лент выравнивает и стабилизирует заготовку для точного видеоконтроля.
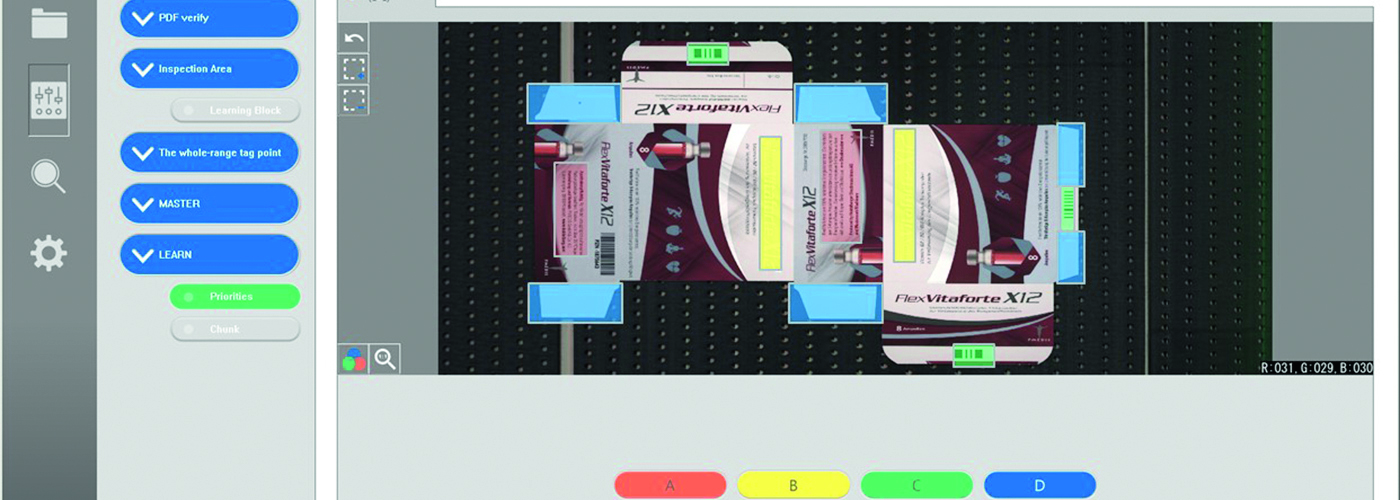
- Инспекционная система осуществляет контроль качества как в целом по рабочему полю, так и по отдельно заданным зонам с различными требованиями по качеству в разных зонах. Например, в полях клеевых клапанов могут допускаться марашки, красочные пятна и другие дефекты, недопустимые на рабочих поверхностях упаковки.
- Осуществляет контроль качества для фольги горячего тиснения, материалов с ламинацией, металлизированного картона, сплошных и выборочных лаков и прочих высокоглянцевых поверхностей.
- Обеспечивает возможность автоматической отбраковки дефектных и перекошенных картонных заготовок.
- Обеспечивает измерение неравномерности цвета свыше ∆E 2.5.Этого достаточно для контроля качества цветопередачи большинства типовой упаковки. Если же нужны более точные критерии оценки качества цветопередачи, то потребуется использование старших систем контроля качества, например, Diana Eye.
- Работает в паре с модулем отбраковки заготовок, который отбрасывает их из общего потока в отдельный бункер по команде от Diana Inspector.
- Установленные значения параметров качества могут быть сохранены для последующих повторяющихся заказов. Также система автоматически создает отчеты о своей работе для последующего анализа или для передачи клиенту.
- Выполняет сравнение с эталонным PDF-файлом заказа для повышенного контроля качества.
- В системе используются светодиодные источники света, что обеспечивает невысокое энергопотребление и стабильную цветовую температуру источника света.
Следует также отметить, что Diana Inspector достаточно компактная, не занимает много места и обладает простым и понятным программным обеспечением. В результате она способна оказаться неплохим приобретением для типографий, которым нужна уверенность в обеспечении качества картонной упаковки для своих заказчиков. А таких типографий, как нам кажется, большинство.
Статья подготовлена Из-вом КУРСИВ
номер журнала "Курсив" №5, 2025 г.
